MIG Welding vs. Flux Core Welding: Choosing the Right Process
Introduction
MIG (Metal Inert Gas) welding and Flux Core welding are two popular arc welding processes utilized in various industries for joining metal components. Both processes offer distinct advantages and are suitable for different applications, materials, and welding conditions. This comparison aims to provide an overview of MIG welding and Flux Core welding, highlighting their processes, advantages, limitations, and application considerations to help individuals understand the differences between these two welding techniques and make informed decisions based on their specific needs and requirements.
Overview of MIG Welding
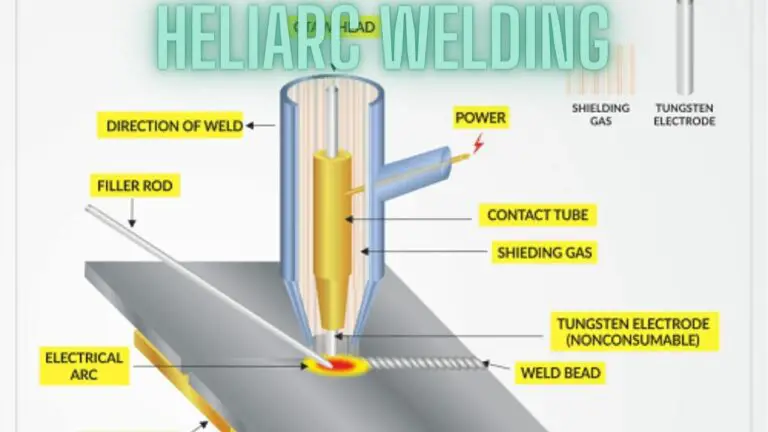
MIG (Metal Inert Gas) welding, also known as Gas Metal Arc Welding (GMAW), is a widely used arc welding process that utilizes a consumable electrode wire, an inert shielding gas, and a welding gun to join metal components together. Here’s a detailed overview of MIG welding:
Description:
- MIG welding involves the use of a continuous wire electrode that is fed through a welding gun and into the weld pool.
- The electrode wire, typically made of a solid filler material, acts as both the heat source and the filler material to join the workpieces.
- An inert shielding gas, such as argon or a mixture of argon and carbon dioxide, is continuously fed through the welding gun to protect the weld pool from atmospheric contamination and oxidation.
Process:
- Setup: The welding machine is set up with the appropriate power settings, wire feed speed, and shielding gas flow rate based on the material being welded and the desired weld characteristics.
- Electrode Feeding: The electrode wire is fed through a wire feeder mechanism and out of the welding gun nozzle.
- Arc Ignition: An electrical arc is established between the electrode wire and the workpiece when the welding gun trigger is pulled, creating the heat necessary for welding.
- Welding: The arc melts the electrode wire and the base metal, forming a weld pool. The molten metal from the electrode wire fills the joint, forming a solid weld bead as it cools.
- Shielding Gas: The inert shielding gas flows around the arc and the weld pool, protecting the molten metal from atmospheric contamination and ensuring clean, high-quality welds.
- Cooling: The welded joint is allowed to cool gradually, and any slag or spatter is removed from the surface of the weld bead.
Advantages:
- High welding speed and deposition rates, resulting in increased productivity.
- Smooth and consistent welds with good penetration and fusion.
- Minimal post-weld cleanup due to the inert shielding gas, reducing the need for flux removal.
- Versatility in welding various metals and thicknesses by selecting appropriate electrode wires and shielding gases.
- Suitable for both manual and automated welding applications.
Limitations:
- Requires a clean and well-prepared welding surface to achieve optimal weld quality.
- Sensitivity to wind and drafts due to the reliance on shielding gas for protection.
- Initial setup and equipment costs may be higher compared to other welding processes.
- Limited suitability for outdoor welding due to the dependence on shielding gas.
MIG welding is widely used in industries such as automotive manufacturing, fabrication, construction, and aerospace, offering efficient and versatile welding solutions for a wide range of applications.
Overview of Flux Core Welding
Flux Core welding, also known as Flux-Cored Arc Welding (FCAW), is a semi-automatic or automatic arc welding process that utilizes a tubular electrode wire filled with flux to join metal components together. Here’s a detailed overview of Flux Core welding:
Description:
- Flux Core welding employs a tubular electrode wire with a hollow core filled with flux materials.
- The flux serves multiple purposes, including providing a shielding gas to protect the weld pool from atmospheric contamination, generating slag to cover the weld bead and improve weld quality, and stabilizing the arc during welding.
- Flux Core welding can be performed with or without external shielding gas, depending on the specific type of flux-cored wire used.
Process:
- Setup: The welding machine is set up with the appropriate power settings and wire feed speed based on the material being welded and the desired weld characteristics.
- Electrode Feeding: The flux-cored electrode wire is fed through a wire feeder mechanism and out of the welding gun nozzle.
- Arc Ignition: An electrical arc is established between the electrode wire and the workpiece when the welding gun trigger is pulled, creating the heat necessary for welding.
- Welding: The arc melts the electrode wire and the base metal, forming a weld pool. The flux in the electrode wire generates a shielding gas and forms slag to protect the weld pool and improve weld quality.
- Cooling: The welded joint is allowed to cool gradually, and any slag or spatter is removed from the surface of the weld bead.
Advantages:
- Increased tolerance to wind and drafts compared to MIG welding due to the self-shielding nature of flux-cored wires, making it suitable for outdoor and windy conditions.
- Higher deposition rates and deeper penetration compared to MIG welding, resulting in faster welding speeds and increased productivity.
- Versatility in welding various metals and thicknesses without the need for external shielding gas, providing flexibility in different welding environments.
- Reduced sensitivity to surface contaminants and rust on the base metal, making it suitable for welding dirty or rusty materials.
Limitations:
- Greater potential for slag inclusion and porosity compared to MIG welding due to the flux core, requiring careful attention to welding techniques and parameter settings.
- Increased smoke and fume emissions during welding due to the flux core, necessitating adequate ventilation and respiratory protection for welders.
- Limited suitability for welding thin materials and applications requiring cosmetic weld appearance due to the tendency for spatter and slag.
- Higher electrode consumption and consumable costs compared to solid wire MIG welding.
Flux Core welding is commonly used in industries such as shipbuilding, heavy equipment manufacturing, construction, and pipeline welding, offering robust and efficient welding solutions for a wide range of applications, including outdoor and high-deposition welding scenarios.
Comparison of MIG Welding and Flux Core Welding
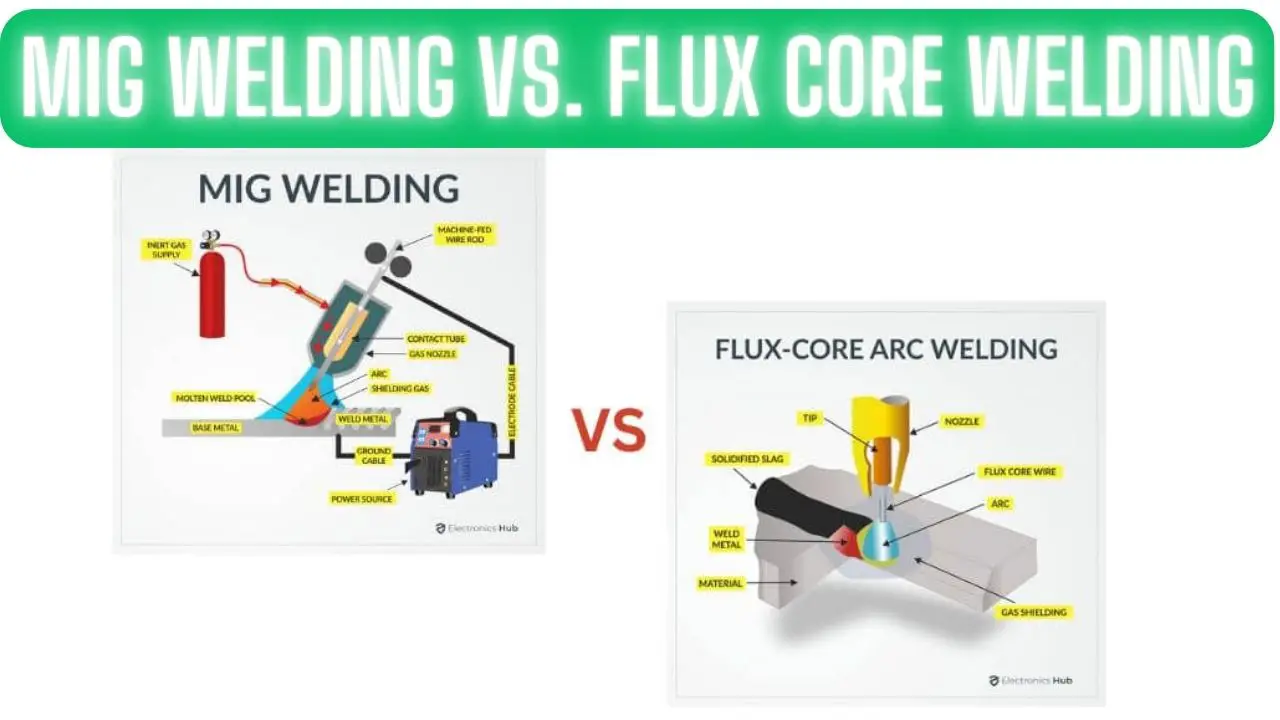
MIG (Metal Inert Gas) welding and Flux Core welding are two popular arc welding processes with distinct characteristics and applications. Here’s a comparison between MIG welding and Flux Core welding:
- Welding Process:
- MIG Welding: Utilizes a solid wire electrode and an inert shielding gas, typically argon or a mixture of argon and carbon dioxide, to protect the weld pool from atmospheric contamination.
- Flux Core Welding: Employs a tubular electrode wire filled with flux materials, which generates a shielding gas and forms slag during welding to protect the weld pool.
- Shielding Gas:
- MIG Welding: Requires an external shielding gas, providing excellent weld pool protection and producing clean, high-quality welds.
- Flux Core Welding: Can be performed with or without external shielding gas, as the flux core generates a shielding gas when heated, allowing for increased tolerance to wind and drafts.
- Electrodes:
- MIG Welding: Uses a solid wire electrode made of the base metal or a compatible filler material, providing precise control over weld bead placement and appearance.
- Flux Core Welding: Utilizes a tubular electrode wire filled with flux materials, offering higher deposition rates and deeper penetration compared to solid wire electrodes.
- Welding Positions:
- MIG Welding: Suitable for flat, horizontal, vertical, and overhead welding positions, offering versatility in welding various joint configurations.
- Flux Core Welding: Well-suited for flat and horizontal welding positions, with limited suitability for vertical and overhead welding due to the tendency for slag and spatter.
- Penetration and Deposition Rates:
- MIG Welding: Provides moderate penetration and deposition rates, suitable for welding thin to medium-thickness materials and applications requiring cosmetic weld appearance.
- Flux Core Welding: Offers higher penetration and deposition rates compared to MIG welding, making it ideal for welding thicker materials and achieving faster welding speeds.
- Spatter and Cleanup:
- MIG Welding: Produces minimal spatter and slag, resulting in cleaner welds and reduced post-weld cleanup.
- Flux Core Welding: May generate more spatter and slag compared to MIG welding due to the flux core, requiring additional cleanup and slag removal after welding.
- Suitability for Outdoor Use:
- MIG Welding: Generally less tolerant to wind and drafts due to the reliance on external shielding gas, making it less suitable for outdoor welding in windy conditions.
- Flux Core Welding: Offers increased tolerance to wind and drafts due to the self-shielding nature of flux-cored wires, making it suitable for outdoor and high-deposition welding scenarios.
Overall, MIG welding and Flux Core welding each have their advantages and limitations, and the choice between the two processes depends on factors such as material thickness, welding environment, desired weld characteristics, and specific application requirements. By understanding the differences between MIG welding and Flux Core welding, welders can select the most appropriate process for their welding needs and achieve optimal results in their welding operations.
Application Considerations
When deciding between MIG welding and Flux Core welding for a specific application, several factors should be taken into consideration to ensure optimal results. Here are some key application considerations:
- Materials:
- Consider the type and thickness of the materials being welded. MIG welding is suitable for a wide range of materials, including mild steel, stainless steel, and aluminum, while Flux Core welding is often preferred for welding thicker materials, especially carbon steel and low-alloy steel.
- Thickness:
- Evaluate the thickness of the materials being welded. MIG welding is suitable for welding thin to medium thickness materials, typically ranging from 24 gauge to 3/8 inch, while Flux Core welding is better suited for thicker materials, typically ranging from 1/8 inch to 1/2 inch or more.
- Joint Configurations:
- Consider the joint configurations and welding positions required for the application. MIG welding offers versatility in welding various joint configurations and positions, including flat, horizontal, vertical, and overhead positions. Flux Core welding is well-suited for flat and horizontal positions, with limited suitability for vertical and overhead welding due to the tendency for slag and spatter.
- Welding Environment:
- Assess the welding environment and conditions where the welding will take place. MIG welding may be less tolerant to wind and drafts due to the reliance on external shielding gas, making it less suitable for outdoor welding in windy conditions. Flux Core welding offers increased tolerance to wind and drafts due to the self-shielding nature of flux-cored wires, making it suitable for outdoor and high-deposition welding scenarios.
- Application Requirements:
- Determine the specific requirements and desired characteristics of the welded joints. MIG welding provides precise control over weld bead placement and appearance, making it suitable for applications requiring cosmetic welds with minimal spatter and cleanup. Flux Core welding offers higher deposition rates and deeper penetration compared to MIG welding, making it ideal for applications requiring faster welding speeds and increased productivity, such as structural welding, heavy equipment fabrication, and pipeline welding.
- Operator Skill Level:
- Consider the skill level and experience of the welder or welding operator. MIG welding may be more suitable for beginners or operators with less experience due to its ease of setup, clean weld appearance, and minimal spatter. Flux Core welding requires more skill and experience to control the welding process effectively, especially in terms of managing slag and spatter and adjusting welding parameters for optimal results.
By carefully considering these application factors, welders can determine whether MIG welding or Flux Core welding is the most suitable process for their specific welding needs and achieve successful welds with optimal quality and efficiency.
Cost Considerations
When comparing MIG welding and Flux Core welding, several cost factors should be taken into consideration to make an informed decision. Here are some key cost considerations for each welding process:
- Equipment Costs:
- MIG Welding: Initial equipment costs for MIG welding typically include a welding machine, wire feeder, welding gun, regulator, and gas cylinder for the shielding gas. While MIG welding equipment may have a higher upfront cost compared to Flux Core welding, it offers versatility and precision, making it suitable for a wide range of applications.
- Flux Core Welding: Flux Core welding equipment includes a welding machine, wire feeder, welding gun, and optional gas cylinder for external shielding gas. Flux Core welding machines may have lower initial costs compared to MIG welding machines, making them more cost-effective for certain applications, especially in outdoor or high-deposition welding scenarios.
- Consumable Costs:
- MIG Welding: Consumables for MIG welding include solid wire electrodes and shielding gas. While solid wire electrodes may have lower consumption rates compared to Flux Core wire electrodes, the cost of shielding gas can add to the overall consumable costs.
- Flux Core Welding: Consumables for Flux Core welding include flux-cored wire electrodes. Flux-cored wire electrodes typically have higher deposition rates compared to solid wire electrodes, resulting in increased productivity but also higher consumable costs.
- Operational Efficiency:
- MIG Welding: MIG welding offers high operational efficiency due to its ease of setup, clean weld appearance, and minimal spatter. The precise control over weld bead placement and appearance can reduce the need for post-weld cleanup, resulting in time and cost savings.
- Flux Core Welding: Flux Core welding provides increased deposition rates and deeper penetration compared to MIG welding, resulting in faster welding speeds and increased productivity. However, Flux Core welding may produce more spatter and slag, requiring additional cleanup and potentially impacting operational efficiency.
- Maintenance Costs:
- MIG Welding: Maintenance costs for MIG welding equipment may include regular inspections, calibration, and replacement of consumable components such as contact tips, nozzles, and liners.
- Flux Core Welding: Flux Core welding equipment may require similar maintenance procedures as MIG welding equipment, including inspections, cleaning, and replacement of consumable components.
- Training Costs:
- MIG Welding: Training costs for MIG welding may vary depending on the skill level and experience of the welder or welding operator. MIG welding is generally considered easier to learn and may require less training compared to Flux Core welding.
- Flux Core Welding: Flux Core welding may require more extensive training and practice to control the welding process effectively, especially in terms of managing slag and spatter and adjusting welding parameters for optimal results.
- Overall Cost of Ownership:
- When evaluating the overall cost of ownership, it’s essential to consider not only the initial equipment costs but also ongoing consumable costs, maintenance costs, training costs, and operational efficiency. By assessing these factors holistically, welders can determine the most cost-effective welding process for their specific applications and budgetary constraints.
By carefully considering these cost factors, welders can make informed decisions when selecting between MIG welding and Flux Core welding and ensure that their welding operations are both efficient and cost-effective.
Choosing the Right Welding Process:
1. Material and Thickness:
- For thinner materials, MIG welding is often preferred due to its precision and clean finish.
- For thicker materials or welding in challenging conditions, Flux Core welding is a better choice due to its high deposition rates and penetration capabilities.
2. Application and Environment:
- Consider the specific requirements of your project. MIG welding is ideal for situations where appearance and aesthetics matter.
- Flux Core welding is better suited for heavy-duty applications and outdoor welding, where environmental factors can affect the weld quality.
3. Skill Level:
- MIG welding is generally easier to learn and control, making it a good choice for beginners.
- Flux Core welding may require more experience to achieve consistent and high-quality results.
MIG Welding vs. Flux Core Welding FAQS
What is the primary difference between MIG and Flux Core welding?
The primary difference lies in the shielding method. MIG welding uses an external shielding gas, while Flux Core welding relies on a tubular electrode with a flux core that generates its shielding gas.
Which welding process is better for beginners, MIG or Flux Core?
MIG welding is generally considered more beginner-friendly due to its ease of control and clean welds. It’s a good choice for those new to welding.
When would I choose MIG welding over Flux Core welding?
MIG welding is preferred for applications where appearance matters, such as automotive or architectural projects, and when working with thinner materials.
When is Flux Core welding a better choice?
Flux Core welding excels in outdoor and adverse conditions due to its self-generated shielding gas. It’s also ideal for thicker materials and heavy-duty applications.
Do I need an external shielding gas for Flux Core welding?
Not necessarily. Flux Core welding offers two options: self-shielding (no external gas required) and dual-shield (external gas used in addition to the flux core wire). The choice depends on your specific application and welding conditions.
Which process is faster, MIG or Flux Core welding?
Flux Core welding is generally faster due to its higher deposition rates, making it suitable for high-speed welding applications.
Is one process more suitable for welding on dirty or rusty materials?
Flux Core welding is better at handling contaminated materials as it can penetrate through rust, mill scale, and dirt, while MIG welding may require cleaner surfaces for optimal results.
Can I switch between MIG and Flux Core welding on the same machine?
Yes, many welding machines are designed to accommodate both MIG and Flux Core welding by simply changing the wire and adjusting settings.
Which process provides better penetration on thicker materials?
Flux Core welding typically provides better penetration on thicker materials, making it suitable for heavy plate welding.
Are there any safety considerations specific to MIG or Flux Core welding?
Safety precautions for both processes include using appropriate personal protective equipment (PPE), ensuring proper ventilation, and following manufacturer guidelines for handling gas cylinders and welding equipment.
Can I achieve high-quality welds with both MIG and Flux Core welding?
Yes, both processes can produce high-quality welds when used correctly. The choice depends on your project’s requirements and conditions.
Are there specific applications where one process is superior to the other?
Yes, MIG welding is commonly used in applications requiring clean, precise welds, while Flux Core welding shines in heavy-duty, outdoor, and adverse conditions.
Conclusion
In conclusion, the choice between MIG welding and Flux Core welding depends on your project’s requirements, material thickness, and environmental conditions. Both processes have their strengths, and a skilled welder often chooses the method that best suits the specific application to achieve strong and durable welds.