Heliarc Welding: Precision Fusion in the World of TIG Welding
Introduction
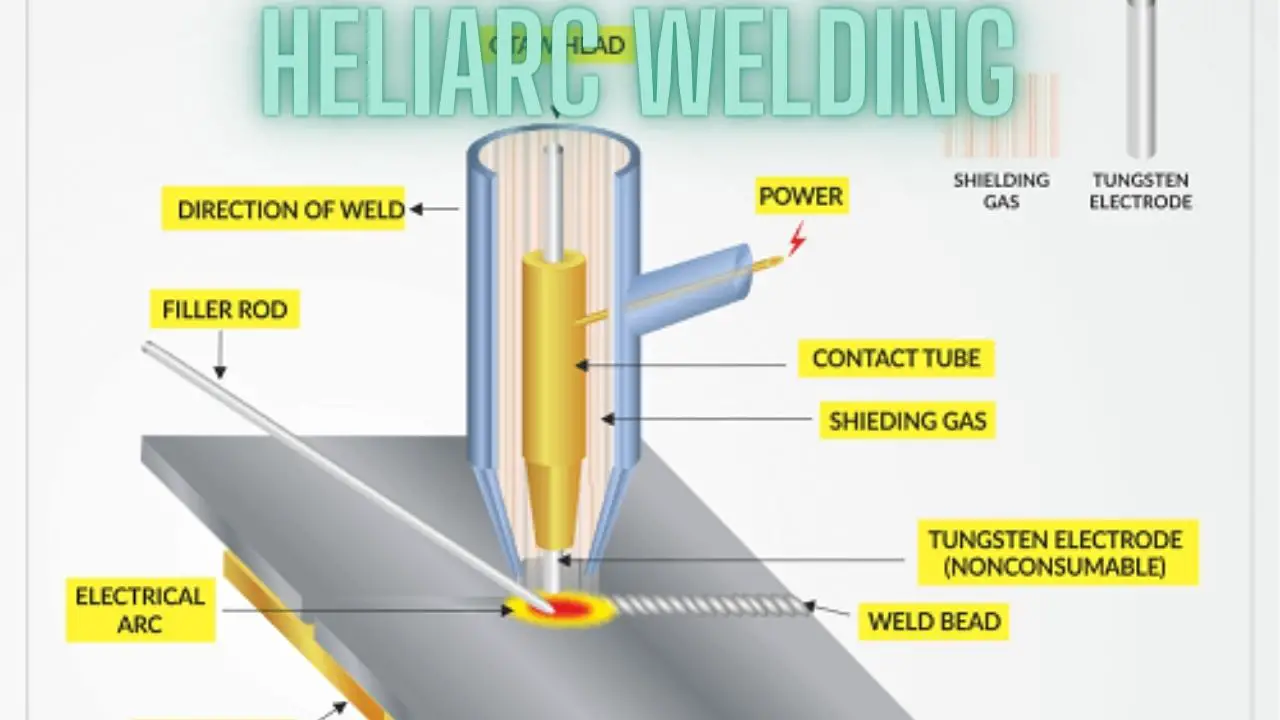
Heliarc welding, also known as gas tungsten arc welding (GTAW) or tungsten inert gas (TIG) welding, is a versatile and precise welding process that utilizes a non-consumable tungsten electrode to create an electric arc for welding. This process is commonly used for joining various metals, including stainless steel, aluminum, and exotic alloys, in industries such as aerospace, automotive, and fabrication.
Heliarc welding offers several advantages, including high-quality welds with minimal spatter, excellent control over heat input, and the ability to weld thin materials without distortion. Additionally, it enables welders to work with reactive metals and produce aesthetically pleasing welds with intricate details.
In this guide, we will explore the principles, advantages, limitations, applications, and equipment used in heliarc welding. Understanding the fundamentals of this welding process is essential for welders and engineers seeking to achieve high-quality welds and meet the demands of modern manufacturing.
Principles of Heliarc Welding
- Electric Arc Formation:
- Heliarc welding utilizes a non-consumable tungsten electrode to establish an electric arc between the electrode and the workpiece. The electrode is connected to the negative terminal of the power source, while the workpiece serves as the positive terminal.
- Inert Gas Shielding:
- During welding, an inert gas, such as argon or helium, is fed through a nozzle surrounding the electrode. This shielding gas protects the molten weld pool and the electrode from atmospheric contamination, preventing oxidation and ensuring high-quality welds.
- Heat Generation and Melting:
- The electric arc generates intense heat, causing the base metal and filler metal (if used) to melt and form a weld pool. The non-consumable tungsten electrode remains unaffected by the heat and does not contribute to the weld metal.
- Controlled Weld Pool Formation:
- The welder manipulates the welding torch to control the size, shape, and movement of the weld pool. Precise control over the welding torch position, travel speed, and arc length ensures proper fusion of the base metals and uniform deposition of filler metal (if needed).
- Filler Metal Addition (Optional):
- In some cases, filler metal may be added to the weld pool to enhance weld strength, fill gaps, or achieve desired weld bead shape. The filler metal is fed manually or automatically into the weld pool as needed, depending on the welding application.
- Stable Arc Operation:
- Heliarc welding requires stable arc operation to maintain consistent heat input and weld penetration. Proper adjustment of welding parameters, such as current, voltage, and gas flow rate, ensures stable arc behavior throughout the welding process.
- Precision and Control:
- Heliarc welding offers excellent precision and control over the welding process, allowing for the welding of thin materials, intricate weld geometries, and critical weld joints. The ability to precisely manipulate the welding torch and adjust welding parameters ensures high-quality welds with minimal defects.
- Post-Weld Cooling and Solidification:
- After welding is complete, the welded joint undergoes cooling and solidification, resulting in the formation of a durable and reliable weld. Proper post-weld cooling helps prevent weld defects such as cracks, distortion, and residual stresses.
Understanding these principles is essential for welders to effectively operate heliarc welding equipment, optimize welding parameters, and produce high-quality welds in various applications.
Advantages of Heliarc Welding
- High-Quality Welds:
- Heliarc welding produces high-quality welds with excellent mechanical properties, including strength, ductility, and corrosion resistance. The process offers precise control over heat input and fusion, resulting in clean, uniform welds with minimal defects.
- Minimal Spatter and Fumes:
- Heliarc welding generates minimal spatter and fumes compared to other welding processes, such as shielded metal arc welding (SMAW) or gas metal arc welding (GMAW). This results in a cleaner work environment and reduces the need for post-weld cleanup.
- Versatility:
- Heliarc welding is versatile and can be used to weld a wide range of materials, including stainless steel, aluminum, titanium, copper, and nickel alloys. It is suitable for welding thin materials as well as thicker sections, making it applicable to various industries and applications.
- Precise Control:
- Heliarc welding offers precise control over welding parameters, including arc length, travel speed, and heat input. This enables welders to achieve precise weld bead profiles, control penetration depth, and produce welds with intricate geometries.
- No Flux or Slag:
- Unlike some other welding processes, such as flux-cored arc welding (FCAW) or submerged arc welding (SAW), heliarc welding does not require flux or produce slag. This results in cleaner welds with minimal contamination and reduces the need for post-weld cleaning.
- Welding Reactive Metals:
- Heliarc welding is well-suited for welding reactive metals, such as titanium and zirconium, which are prone to oxidation at high temperatures. The inert gas shielding provided during heliarc welding protects the weld pool and electrode from atmospheric contamination, ensuring high-quality welds in reactive metal applications.
- Remote Welding Capability:
- Heliarc welding can be performed remotely using robotic systems or mechanized welding equipment. This enables automation and integration into production lines, increasing productivity and consistency in welding operations.
- Aesthetic Welds:
- Heliarc welding produces aesthetically pleasing welds with smooth, uniform appearances. The ability to control welding parameters and produce clean, precise welds makes heliarc welding ideal for applications where visual appearance is important, such as architectural, automotive, and aerospace components.
- No Flux Cleanup:
- Since heliarc welding does not require flux, there is no need for flux cleanup after welding. This saves time and labor associated with removing slag or flux residues from the weld surface, resulting in faster production times and increased efficiency.
- Less Heat Distortion:
- Heliarc welding generates less heat input compared to some other welding processes, reducing the risk of distortion and warping in the welded components. This is particularly beneficial when welding thin materials or components with tight dimensional tolerances.
Overall, the advantages of heliarc welding make it a preferred choice for applications where high-quality welds, precise control, and versatility are required. Whether welding thin sheet metal or thick structural components, heliarc welding offers reliability, efficiency, and superior weld quality.
Limitations of Heliarc Welding
- Complexity and Skill Requirement:
- Heliarc welding requires a high level of skill and expertise to operate effectively. Proper setup, adjustment of welding parameters, and precise control of the welding torch are critical for achieving quality welds. Training and experience are essential for welders to master heliarc welding techniques.
- Slower Welding Speed:
- Heliarc welding typically has slower welding speeds compared to some other welding processes, such as gas metal arc welding (GMAW) or flux-cored arc welding (FCAW). The slower travel speeds may result in longer welding cycle times, affecting overall productivity in manufacturing applications.
- Limited Welding Positions:
- Heliarc welding is generally more limited in terms of welding positions compared to processes like gas metal arc welding (GMAW) or shielded metal arc welding (SMAW). It is most commonly used in the flat and horizontal welding positions, although vertical and overhead welding can be performed with proper technique and equipment.
- High Equipment Cost:
- The equipment and consumables required for heliarc welding, including the welding machine, tungsten electrodes, shielding gas, and filler metal (if used), can be relatively expensive compared to some other welding processes. The initial investment in equipment and ongoing maintenance costs may be prohibitive for some users.
- Sensitive to Contamination:
- Heliarc welding is sensitive to contamination from oil, grease, moisture, or other foreign substances on the workpiece surface. Even small amounts of contamination can cause weld defects such as porosity, lack of fusion, or weld contamination. Proper cleaning and preparation of the workpiece are essential to prevent welding problems.
- Narrow Joint Access:
- Heliarc welding may be challenging in applications with limited joint access or tight clearances, as the welding torch and filler rod require adequate space to maneuver. Welding in confined spaces or around complex geometries may require specialized equipment or welding techniques to ensure proper weld quality.
- High Sensitivity to Arc Length:
- Heliarc welding is highly sensitive to changes in arc length, which can affect weld quality and stability. Maintaining a consistent arc length is crucial for achieving uniform heat input, proper penetration, and sound weld fusion. Welders must continuously monitor and adjust the arc length during welding operations.
- Limited Penetration in Thick Materials:
- While heliarc welding is suitable for welding thin materials, it may have limitations in achieving deep penetration in thick sections. The process may require multiple passes or be less efficient for welding thick materials compared to processes like flux-cored arc welding (FCAW) or submerged arc welding (SAW).
- Tungsten Contamination:
- Tungsten contamination, caused by the transfer of tungsten particles from the electrode to the weld pool, can occur in heliarc welding if improper welding techniques or high current levels are used. Tungsten contamination can result in weld defects and compromise weld quality, requiring rework or repair.
Understanding these limitations is important for welders and engineers to effectively assess the suitability of heliarc welding for specific applications and address potential challenges during welding operations.
Applications of Heliarc Welding
- Aerospace Industry:
- Heliarc welding is commonly used in the aerospace industry for joining components made of aluminum, titanium, and stainless steel. It is employed in the fabrication of aircraft structures, engine components, fuel tanks, and heat exchangers, where high-quality welds with precise control are essential.
- Automotive Manufacturing:
- Heliarc welding is utilized in automotive manufacturing for welding components such as exhaust systems, fuel tanks, chassis, and suspension components. It is particularly well-suited for welding aluminum and stainless steel parts, where weld quality, aesthetics, and corrosion resistance are critical.
- Petrochemical and Chemical Processing:
- Heliarc welding is employed in the petrochemical and chemical processing industries for fabricating pipelines, pressure vessels, storage tanks, and process equipment. It is used to weld materials such as stainless steel, nickel alloys, and duplex stainless steels, ensuring leak-tight welds and resistance to corrosive environments.
- Power Generation:
- Heliarc welding is used in power generation facilities for fabricating components such as turbine blades, heat exchangers, boiler tubes, and piping systems. It is employed to weld materials like stainless steel, Inconel, and superalloys, ensuring high-temperature performance and structural integrity in power plant applications.
- Food and Beverage Industry:
- Heliarc welding is employed in the food and beverage industry for fabricating sanitary piping, tanks, and equipment used in food processing, dairy, and beverage production. It is used to weld stainless steel components with smooth, crevice-free welds that meet hygiene standards and prevent contamination.
- Medical Equipment Manufacturing:
- Heliarc welding is utilized in the manufacturing of medical devices and equipment, including surgical instruments, implants, and medical gas delivery systems. It is employed to weld biocompatible materials such as titanium, stainless steel, and cobalt-chromium alloys, ensuring precise, clean welds with minimal distortion.
- Electronics and Semiconductor Industry:
- Heliarc welding is used in the electronics and semiconductor industry for fabricating precision components, vacuum chambers, and semiconductor processing equipment. It is employed to weld materials such as stainless steel, aluminum, and titanium, ensuring hermetic seals and precise weld geometries in sensitive electronic devices.
- Architectural and Artistic Applications:
- Heliarc welding is employed in architectural and artistic applications for fabricating metal sculptures, ornamental structures, and architectural features. It is used to create intricate welds, smooth transitions, and aesthetically pleasing designs in stainless steel, aluminum, and bronze materials.
- Nuclear Industry:
- Heliarc welding is utilized in the nuclear industry for fabricating reactor components, pressure vessels, and nuclear fuel assemblies. It is employed to weld materials such as stainless steel, nickel alloys, and zirconium, ensuring high-integrity welds with minimal risk of radioactive contamination.
- Shipbuilding and Marine Applications:
- Heliarc welding is used in shipbuilding and marine applications for fabricating hulls, decks, piping systems, and offshore structures. It is employed to weld materials such as aluminum, stainless steel, and high-strength steels, ensuring structural integrity and corrosion resistance in maritime environments.
These are just a few examples of the diverse applications of heliarc welding across various industries. Its versatility, precision, and ability to weld a wide range of materials make it a preferred choice for critical welding applications where quality, reliability, and performance are paramount.
Comparison with Other Welding Processes
- Gas Metal Arc Welding (GMAW/MIG):
- Heliarc Welding (GTAW/TIG):
- Requires a non-consumable tungsten electrode.
- Uses inert gas shielding.
- Produces cleaner welds with minimal spatter.
- Suitable for welding reactive metals.
- Offers better control over heat input and weld quality.
- Gas Metal Arc Welding (GMAW/MIG):
- Uses a consumable wire electrode.
- Uses a combination of inert or active shielding gas.
- Can achieve higher welding speeds.
- Less skill-intensive compared to heliarc welding.
- Suitable for welding thicker materials and in outdoor conditions.
- Heliarc Welding (GTAW/TIG):
- Shielded Metal Arc Welding (SMAW):
- Heliarc Welding (GTAW/TIG):
- Uses a non-consumable tungsten electrode.
- Provides better control over weld quality and appearance.
- Generates less spatter and fumes.
- More suitable for thin materials and intricate welds.
- Shielded Metal Arc Welding (SMAW):
- Uses a consumable electrode coated with flux.
- Produces slag that needs to be removed after welding.
- Requires less equipment setup compared to heliarc welding.
- More versatile in terms of welding positions and joint access.
- Heliarc Welding (GTAW/TIG):
- Flux-Cored Arc Welding (FCAW):
- Heliarc Welding (GTAW/TIG):
- Uses a non-consumable tungsten electrode.
- Provides better control over weld quality and appearance.
- Requires a separate shielding gas supply.
- Suitable for welding thin materials and non-ferrous metals.
- Flux-Cored Arc Welding (FCAW):
- Uses a tubular electrode filled with flux.
- Offers better deposition rates compared to heliarc welding.
- Can be used in outdoor and windy conditions.
- Produces slag that needs to be removed after welding.
- Heliarc Welding (GTAW/TIG):
- Submerged Arc Welding (SAW):
- Heliarc Welding (GTAW/TIG):
- Uses a non-consumable tungsten electrode.
- Provides better control over weld quality and appearance.
- Suitable for welding thin materials and non-ferrous metals.
- Submerged Arc Welding (SAW):
- Uses a consumable wire electrode and a granular flux.
- Offers high deposition rates and deep penetration.
- Suitable for welding thick materials in flat and horizontal positions.
- Generates a protective blanket of slag, eliminating the need for shielding gas.
- Heliarc Welding (GTAW/TIG):
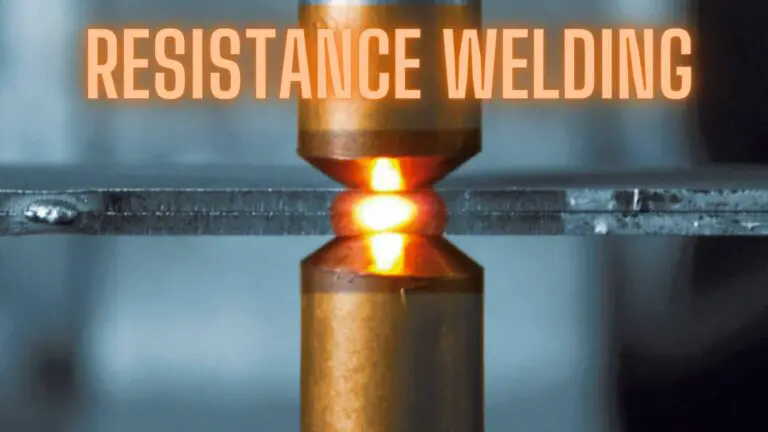
- Resistance Spot Welding (RSW):
- Heliarc Welding (GTAW/TIG):
- Uses a non-consumable tungsten electrode.
- Provides better control over weld quality and appearance.
- Suitable for welding thin materials and non-ferrous metals.
- Resistance Spot Welding (RSW):
- Uses electrical resistance to generate heat for welding.
- Provides high-speed welding for joining sheet metal.
- Suitable for mass production and automated welding applications.
- Limited to lap joint configurations and materials that can conduct electricity.
- Heliarc Welding (GTAW/TIG):
Each welding process has its advantages and limitations, and the choice depends on factors such as material type, thickness, joint design, weld quality requirements, and available equipment. Heliarc welding is preferred for applications that require precise control over weld quality, minimal spatter, and the ability to weld reactive metals or thin materials.
Equipment and Setup for Heliarc Welding
- Power Source:
- Heliarc welding requires a constant current (CC) power source, typically with high-frequency (HF) arc starting capability. The power source should provide sufficient amperage and voltage range to accommodate the welding requirements of the application.
- Tungsten Electrode:
- Heliarc welding uses a non-consumable tungsten electrode, usually made of pure tungsten or a tungsten alloy. The electrode is inserted into a collet or electrode holder in the welding torch and serves as the conductor for the electric arc.
- Welding Torch:
- The welding torch for heliarc welding consists of a handle, a head, and a gas nozzle. The torch allows the welder to manipulate the electrode and direct the arc onto the workpiece. It also houses the gas nozzle for shielding gas delivery.
- Shielding Gas Supply:
- Heliarc welding requires an inert shielding gas, such as argon or helium, to protect the weld pool and electrode from atmospheric contamination. The shielding gas is supplied from a gas cylinder through a regulator and flowmeter attached to the welding machine.
- Gas Hose and Cable Assembly:
- Gas hoses deliver the shielding gas from the regulator to the welding torch, while cable assemblies transmit electrical current from the power source to the electrode holder in the torch. Proper routing and management of hoses and cables are essential for safe and efficient welding operations.
- Ground Clamp:
- A ground clamp or workpiece connection is used to establish the electrical circuit between the workpiece and the power source. The ground clamp should be securely attached to the workpiece to ensure proper grounding and welding performance.
- Consumables and Accessories:
- Consumables for heliarc welding include tungsten electrodes, filler metal (if needed), and welding wire for filler rod feeding. Additional accessories may include collets, collet bodies, gas lenses, ceramic cups, and back caps for the welding torch.
- Personal Protective Equipment (PPE):
- Welders performing heliarc welding should wear appropriate personal protective equipment (PPE), including welding helmets with auto-darkening filters, welding gloves, flame-resistant clothing, and safety glasses or goggles. Respiratory protection may also be required when welding in confined or poorly ventilated spaces.
- Welding Table or Workbench:
- A sturdy welding table or workbench provides a stable and ergonomic work surface for welding operations. The table should be properly grounded and equipped with clamps or fixtures to secure the workpiece during welding.
- Setup and Preparation Tools:
- Various tools may be required for setup and preparation, including wire cutters, tungsten grinders, electrode holders, cleaning brushes, and chipping hammers. Proper preparation of the workpiece surface and welding equipment is essential for achieving high-quality welds.
- Welding Gas Ventilation System:
- Adequate ventilation is essential when using shielding gases for heliarc welding to prevent the buildup of hazardous fumes and gases in the welding area. A ventilation system or exhaust hood should be installed to remove welding fumes and maintain a safe working environment.
Proper equipment selection, setup, and maintenance are critical for successful heliarc welding operations. Welders should familiarize themselves with the equipment and follow manufacturer recommendations and safety guidelines to ensure efficient and safe welding practices.
Safety Considerations in Heliarc Welding
- Personal Protective Equipment (PPE):
- Wear appropriate PPE, including a welding helmet with a properly shaded lens (usually shade 10-13 for heliarc welding), flame-resistant clothing, welding gloves, and safety glasses or goggles. Ensure that PPE is in good condition and provides adequate protection against arc radiation, sparks, and heat.
- Ventilation:
- Ensure adequate ventilation in the welding area to prevent the accumulation of welding fumes and gases. Use local exhaust ventilation or natural ventilation to remove airborne contaminants and maintain a safe breathing environment for welders.
- Gas Cylinder Handling:
- Handle gas cylinders with care and follow proper procedures for storage, transportation, and handling. Secure cylinders in an upright position using appropriate restraints or chains and ensure that valve protection caps are in place when not in use. Never drop or roll gas cylinders, and avoid exposing them to heat or physical damage.
- Gas Leak Detection:
- Check gas hoses, fittings, and connections for leaks using a leak detection solution or a gas detector. Conduct leak tests regularly, especially when connecting or disconnecting gas cylinders or changing welding torch components. Address any leaks immediately and repair or replace damaged equipment as needed.
- Electrical Safety:
- Ensure that electrical equipment, including welding machines and cables, is properly grounded and in good working condition. Inspect cables for damage, fraying, or exposed wires, and replace defective components promptly. Avoid contact with live electrical parts and maintain a safe distance from energized equipment during welding operations.
- Hot Work Precautions:
- Take precautions to prevent fire hazards when performing heliarc welding. Remove flammable materials from the welding area, use fire-resistant barriers or blankets to protect nearby surfaces, and have a fire extinguisher or fire watch available as needed. Keep a clean work area and dispose of welding debris and hot slag safely.
- UV Radiation Protection:
- Shield bystanders and nearby workers from harmful UV radiation emitted during welding operations. Use welding screens or curtains to block UV light and prevent exposure to unprotected individuals. Position welding workstations away from high-traffic areas and ensure adequate signage to alert others to welding activities.
- Eye and Skin Protection:
- Protect exposed skin and eyes from welding hazards, including arc radiation, sparks, and metal splatter. Use welding helmets with auto-darkening filters to shield the eyes from intense light flashes during arc initiation. Wear welding gloves, long-sleeved shirts, and pants made of flame-resistant materials to minimize skin exposure to heat and sparks.
- Emergency Preparedness:
- Be prepared to respond to emergencies, including fires, gas leaks, or medical incidents, during welding operations. Know the location of emergency exits, fire alarms, and first aid stations in the welding area. Train welders and personnel on emergency procedures and provide appropriate emergency response equipment and resources.
- Training and Education:
- Provide comprehensive training and education for welders on safe welding practices, equipment operation, and hazard recognition. Ensure that welders are familiar with relevant safety standards and regulations, as well as company-specific safety policies and procedures. Encourage continuous learning and participation in safety awareness programs.
By implementing these safety considerations and practices, welders can minimize the risk of accidents, injuries, and health hazards associated with heliarc welding operations. Maintaining a safe work environment is essential for protecting the well-being of welders and promoting a culture of safety in the workplace.
Quality Control in Heliarc Welding
- Welding Procedure Specification (WPS):
- Develop and document welding procedure specifications (WPS) that define the welding parameters, techniques, and acceptance criteria for heliarc welding. Ensure that WPSs are based on applicable codes, standards, and industry best practices.
- Welder Qualification:
- Qualify welders and welding operators according to the requirements of the WPS and relevant welding standards. Conduct performance qualification tests, including visual inspection, macroetch testing, and mechanical testing, to verify welder proficiency and capability.
- Material Selection and Preparation:
- Select appropriate base materials, filler metals, and shielding gases for the intended welding application. Ensure that materials are clean, free from surface contaminants, and properly prepared for welding to minimize the risk of weld defects.
- Joint Design and Fit-up:
- Design weld joints and fit-up components according to established welding standards and guidelines. Ensure proper joint preparation, alignment, and fit-up to facilitate full penetration and fusion during welding.
- Welding Parameter Control:
- Control welding parameters, including current, voltage, travel speed, and gas flow rate, to achieve the desired weld bead profile, penetration, and fusion. Monitor and adjust welding parameters as needed during welding to maintain consistent quality and performance.
- In-process Inspection:
- Perform in-process inspection and monitoring of weld quality during welding operations. Use visual inspection, radiographic testing, ultrasonic testing, or other non-destructive testing (NDT) methods to detect and address weld defects in real-time.
- Post-weld Inspection:
- Conduct post-weld inspection of completed welds to verify compliance with acceptance criteria and quality standards. Perform visual inspection, dye penetrant testing, magnetic particle testing, or other NDT methods to evaluate weld integrity and detect any defects.
- Documentation and Recordkeeping:
- Document welding procedures, inspection results, and welder qualifications in a comprehensive recordkeeping system. Maintain accurate records of welding parameters, test reports, and quality control documentation for traceability and audit purposes.
- Quality Assurance Audits:
- Conduct periodic quality assurance audits of welding processes, procedures, and personnel to ensure compliance with established quality standards and requirements. Identify areas for improvement and implement corrective actions to enhance welding quality and consistency.
- Continuous Improvement:
- Foster a culture of continuous improvement in welding quality and performance through training, feedback, and process optimization. Encourage collaboration between welders, inspectors, engineers, and quality assurance personnel to identify opportunities for innovation and efficiency.
By implementing effective quality control measures and practices, heliarc welding operations can consistently produce high-quality welds that meet or exceed customer requirements and industry standards. Quality control is essential for ensuring weld integrity, reliability, and performance in critical applications across various industries.
Future Trends in Heliarc Welding Technology
- Advanced Welding Power Sources:
- Development of advanced welding power sources with enhanced features such as improved arc stability, waveform control, and adaptive welding algorithms. These power sources may incorporate digital technology, machine learning algorithms, and connectivity features for real-time monitoring and optimization of welding processes.
- Automated and Robotic Welding Systems:
- Integration of heliarc welding with automated and robotic welding systems for increased productivity, efficiency, and consistency. Future trends may include advancements in robotic welding technology, such as collaborative robots (cobots), vision-guided systems, and artificial intelligence for autonomous welding operations.
- Additive Manufacturing (AM) Applications:
- Exploration of heliarc welding for additive manufacturing (AM) applications, including metal 3D printing and direct energy deposition (DED) processes. Future trends may involve the development of hybrid manufacturing systems that combine heliarc welding with AM technologies to produce complex, high-performance components with tailored microstructures and properties.
- Innovative Welding Consumables:
- Research and development of innovative welding consumables, including advanced filler metals, fluxes, and shielding gases optimized for heliarc welding applications. Future trends may focus on the development of novel alloy compositions, nanostructured materials, and hybrid welding processes to improve weld quality, performance, and efficiency.
- Augmented Reality (AR) and Virtual Reality (VR) Welding Simulators:
- Adoption of augmented reality (AR) and virtual reality (VR) welding simulators for training, education, and skill development in heliarc welding. Future trends may include immersive training environments, interactive learning modules, and simulation-based certification programs to enhance welder proficiency and safety.
- Remote Welding and Telepresence Technologies:
- Integration of remote welding and telepresence technologies to enable remote monitoring, control, and supervision of heliarc welding operations. Future trends may include the use of augmented reality (AR) headsets, wearable devices, and cloud-based platforms for remote collaboration between welders, inspectors, and engineers.
- Industry 4.0 Integration:
- Integration of heliarc welding technology into Industry 4.0 initiatives for digital transformation and smart manufacturing. Future trends may involve the use of sensor networks, data analytics, and predictive maintenance algorithms to optimize welding processes, improve quality control, and reduce downtime.
- Green Welding Solutions:
- Development of eco-friendly and sustainable welding solutions to reduce environmental impact and carbon footprint. Future trends may include the use of renewable energy sources, recycled materials, and energy-efficient welding processes in heliarc welding applications.
- Customized Welding Solutions:
- Customization of welding solutions to meet the specific needs and requirements of diverse industries and applications. Future trends may involve the development of tailored welding systems, process parameters, and materials for specialized applications such as aerospace, automotive, medical, and energy sectors.
- Collaborative Research and Innovation:
- Collaboration between industry stakeholders, research institutions, and government agencies to drive innovation and technology transfer in heliarc welding. Future trends may include joint research projects, technology incubators, and public-private partnerships to address emerging challenges and opportunities in welding technology.
These future trends in heliarc welding technology are poised to revolutionize the welding industry, enabling new capabilities, efficiencies, and opportunities for innovation across various sectors. Continued research, investment, and collaboration will play a crucial role in shaping the future of heliarc welding and advancing manufacturing excellence in the years to come.
Heliarc Welding FAQS
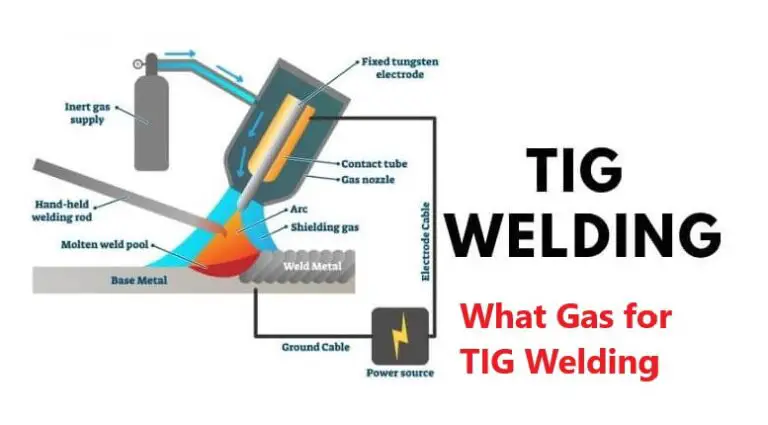
What is Heliarc welding, and how does it work?
- Heliarc welding, or GTAW, is an arc welding process that uses a non-consumable tungsten electrode to create an electric arc between the electrode and the workpiece. The arc generates intense heat, which melts the base metal, creating a weld pool. Inert gas (typically argon or helium) is used to shield the arc and the weld pool from atmospheric contamination.
What materials can be welded using Heliarc welding?
- Heliarc welding can be used to weld a wide range of materials, including carbon steel, stainless steel, aluminum, titanium, copper, brass, and various alloys. It is particularly well-suited for non-ferrous metals and high-temperature alloys.
What are the primary applications of Heliarc welding?
- Heliarc welding is used in various industries and applications, including aerospace, automotive, electronics, pipe welding, art and jewelry fabrication, and more. It is especially valuable for applications that require high-quality and precision welds.
What are the advantages of Heliarc welding over other welding processes?
- Heliarc welding offers several advantages, including:
- Precise control over the welding process.
- High-quality, defect-free welds with minimal spatter.
- Versatility for welding various materials.
- Minimal heat input, reducing the risk of distortion and material damage.
- Clean and oxide-free welds due to inert gas shielding.
Can Heliarc welding be used for welding thin materials?
- Yes, Heliarc welding is well-suited for welding thin materials, such as sheet metal, due to its precise control and minimal heat input. It is commonly used in applications where precision is essential.
What types of tungsten electrodes are used in Heliarc welding, and how do I choose the right one?
- Tungsten electrodes come in various types, including pure tungsten, thoriated tungsten, ceriated tungsten, and lanthanated tungsten. The choice depends on factors like the material being welded, the welding current, and the desired weld characteristics. Consult the welding equipment manufacturer or welding guidelines for guidance on electrode selection.
Is Heliarc welding suitable for high-temperature alloys and exotic metals?
- Yes, Heliarc welding is often the preferred method for welding high-temperature alloys and exotic metals like titanium and Inconel due to its ability to maintain precise control over the welding process and produce high-quality welds in these materials.
What safety precautions should be taken when performing Heliarc welding?
- Safety precautions for Heliarc welding include wearing appropriate personal protective equipment (PPE), ensuring proper ventilation in the welding area, and protecting against exposure to ultraviolet (UV) and infrared (IR) radiation. Proper training in welding safety is essential for welders.
Can Heliarc welding be automated or performed manually?
- Heliarc welding can be performed both manually by skilled welders and in automated welding systems. Automation is often used in industries with high-volume production requirements for consistent and precise welds.
Are there specific considerations for welding aluminum using Heliarc welding?
- Yes, welding aluminum with Heliarc welding may require the use of alternating current (AC) instead of direct current (DC) and specialized aluminum filler rods. Proper cleaning and preparation of aluminum surfaces are also critical for successful welding.
Conclusion
In conclusion, Heliarc welding, or GTAW, is a precise and versatile welding process with a broad range of applications across diverse industries. Its ability to produce high-quality welds on various materials makes it a cornerstone of modern welding technology, contributing to the development of intricate and high-performance products.