TIG Welding Gas (What Gas for TIG Welding)
Introduction
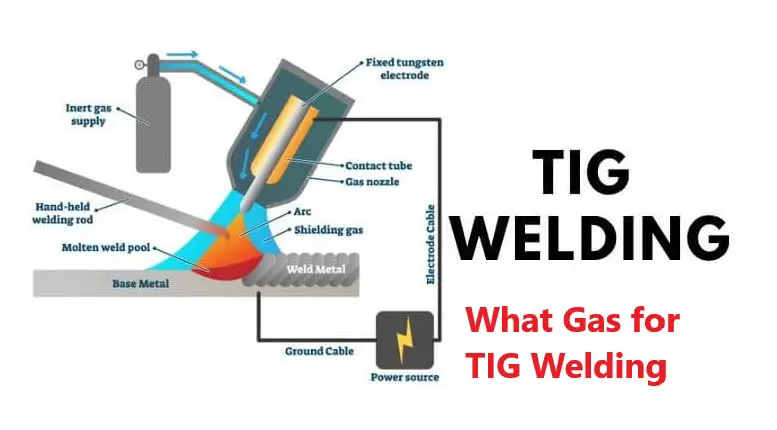
Tungsten Inert Gas (“TIG”) welding creates precise connections with nearly all metals. TIG welding is used in almost every industry, however, it is not without flaws. As a result, it is not always the best option.
Almost any metal may be TIG welded. However, the more uncommon and exotic metals are often TIG welded.
When production is required, faster welding procedures are used with the more widely used metals since speed can be a crucial component in process selection.
TIG welding, on the other hand, is unrivaled in terms of weld quality.
TIG welding is often performed with inert gases, as the name implies. DIN EN 439 standardizes shielding gases. According to the standard, these are designated as l1, l2, and l3.
Argon is the most often utilized shielding gas for TIG welding (I1). The purity level should be at least 99.95%.
Helium (I2) is also utilized for metals with high heat conductivity, such as aluminum or copper. When helium is used as a shielding gas, the arc becomes hotter. Above all, the distribution of heat between the core and the arc’s edge is more even.
The use of pure helium for TIG welding is uncommon and limited to extreme instances, but the usage of an argon and helium (I3) mixture with 25, 50, or 75% helium has gradually increased in recent years.
As a result, for example, in the case of thicker aluminum structures, the preheating temperature required for adequate penetration is reduced. It is also possible to raise the welding speed in several cases. TIG welding of stainless chrome/nickel steels also uses argon/hydrogen mixtures (R1), although the hydrogen level should not exceed 5% to avoid porosity.
The shielding gas flow setting is determined by the diameter of the gas nozzle and the surrounding airflow.
For argon, a flow rate of 5-10 l/min might be used as a guideline. Haughty rooms necessitate higher flow rates. Because of the lower density of helium, larger flow rates are required for argon/helium mixes.
Pores, fissures, irregular-shaped beads, and uneven penetration result from incorrect TIG shielding gas choices. On the other hand, by employing the proper shielding gas for the job, you can create flawless, beautiful TIG welds.
Overview of the shielding gas groups
Group R
The argon/hydrogen combinations in Group R have a decreasing impact. Group R1 gases, in addition to argon and helium, are utilized for TIG welding and plasma welding, whereas gases in subgroup 2, which have a larger hydrogen concentration (H), are used for plasma cutting and backing (forming gases).
Group I
The inert gases are combined in Group I. It contains the elements argon (Ar), helium (He), and argon/helium combinations. They are used in TIG, MIG, and plasma welding as well as for backing.
Group M
The big M group (split into M1, M2, and M3) combines mixed gases for MAG welding. Each group has three or four subgroups. The gases are classed from M1.1 to M3.3 based on their oxidation behavior, with M1.1 being the least oxidizing and M3.3 being the most oxidizing. Argon is the primary component of these gases.
Active components are combined with oxygen (O), carbon dioxide (CO2), or oxygen and carbon dioxide (three-component gases).
Group C
The big M group (split into M1, M2, and M3) combines mixed gases for MAG welding. Each group has three or four subgroups. The gases are classed from M1.1 to M3.3 based on their oxidation behavior, with M1.1 being the least oxidizing and M3.3 being the most oxidizing. Argon is the primary component of these gases.
Active components are combined with oxygen (O), carbon dioxide (CO2), or oxygen and carbon dioxide (three-component gases).
Group F
Finally, nitrogen (N) and a nitrogen/hydrogen combination are included in group F. Both gases are capable of plasma cutting and forming.
What Gas is Best for TIG Welding?
Argon and helium, or a mixture of the two, are the most widely utilized shielding gases for TIG welding.
Other gases, such as hydrogen, nitrogen, oxygen, and carbon dioxide, are occasionally supplied.
However, these improvements are rarely warranted and, if not employed appropriately, might degrade weld quality.
TIG Welding with Argon
Because argon is a noble inert shielding gas, it does not interact chemically with the welded metal, tungsten electrode, or filler wire. An “inert” gas does not react with the metal or hurt the finished joint qualities.
Argon settles over the weld pool and protects the molten metal from air impurities since it is denser than air.
However, it works best in a flat welding position where gravity keeps the heavy argon in place. If you make out-of-position welds, the high argon density reduces coverage (overhead). An easy solution to the overhead problem is to employ a larger gas flow rate, which increases costs.
Argon is easily ionized, which aids in arc-starting characteristics and maintaining a stable arc even when using a long arc length. Furthermore, argon allows for cathodic cleaning action, which allows for alternating current welding of aluminum.
90% of the time, using 100% argon gets the job done. Argon is an excellent shielding gas for TIG welding mild steel, stainless steel, aluminum, magnesium, and other metals. It is also less expensive and more widely available than other gases. So, unless you need helium or one of the other gases listed below, a pure argon gas bottle will be your best buddy for TIG welds.
TIG Welding with Helium
Helium, like argon, is a gas that is inert. However, because helium has a higher heat conductivity than argon, it has a different effect on the weld. As a result, the heat intake into the joint increases. As a result, welding speed and penetration improve, and the resulting bead has a better depth-to-width ratio.
Welding using a 100% helium shielding gas, on the other hand, is typically done with automated TIG procedures rather than manual welds. Because helium has a lower ionization potential, maintaining a lengthy arc is difficult. Because the tungsten tip is too close to the liquid puddle, manually dabbing the filler wire into the molten weld pool is difficult. For manual TIG welding, pure helium is not the ideal choice.
Furthermore, helium is more expensive than argon while being lighter than air. To keep the weld protected in the flat welding position, use twice as much gas flow as argon. Helium, on the other hand, floats vertically, making overhead welding easier. Nonetheless, there aren’t many compelling reasons to use pure helium in manual TIG applications. However, it is frequently employed as an additive to argon, and we will go through mixes in further detail later.
TIG Welding with Hydrogen
Hydrogen is a chemically reactive gas that reacts with heated metals. When fast welding speed and deep penetration are required, it is employed as an argon addition. However, it is limited to welding with authenticating stainless steel and nickel alloys.
Note: Don’t use an argon/hydrogen shielding gas mixture to weld aluminum, mild steel, martensite, ferric or duplex stainless, or alloy steels because it leads to porosity and hydrogen cracking.
Adding hydrogen to argon while welding authenticates stainless steel helps remove surface oxides, stabilize the arc, and provide deep, broad penetration.
Adding hydrogen to argon while welding authenticates stainless steel helps remove surface oxides, stabilize the arc, and provide deep, broad penetration.
In unusual situations, very small amounts of oxygen and carbon dioxide may be supplied to obtain the appropriate weld characteristics. For example, changing the oxygen level in the weld pool with a microscopic quantity of 0.4% oxygen and 99.6% helium overcomes the problem of surface-active oxygen on certain stainless steel.
However, unless employed in certain instances, oxygen and CO2 are extremely problematic for TIG welding since these reactive gases destroy the tungsten electrode.
TIG Welding Shielding Gas Blends
Helium + Argon
The most prevalent combination is 75% He and 25% Ar. The use of fewer helium results in a more stable arc but poorer penetration. Adding extra helium allows you to optimize your welder’s available amperage and weld metal thicker than the machine’s rating. It is also beneficial in chilly areas. TIG welding pipes in Alaska, for example, with an Ar/He shielding gas reduces arc heat loss to the environment. You can use this mixture on any metal.
95% Argon + 5% Hydrogen
The addition of up to 5% hydrogen (H2) to argon stabilizes the arc, enhances penetration and welding speed, and cleans surface oxides. Only authenticate stainless steel and nickel alloys should be used.
98% Argon + 2% Nitrogen
Used to weld duplex, super duplex, authenticate stainless steels, and copper.
Choosing the Best TIG Shielding Gas for the Right Job
Now that we’ve covered the fundamentals of TIG shielding gases, let’s talk about how to choose the optimal shielding gas based on the welded metal and budget.
Some mixes are more expensive than others, yet they are required for particular metals. Of course, it’s preferable to save money by using low-cost argon whenever available.
Welded Metal
Regardless of the metal you weld, pure argon gets the job done. As a result, it may be used to weld everything from mild steel (DC TIG) to aluminum (AC TIG).
Certain combinations, however, can be used to improve penetration, welding speed, or other variables.
Steel
For welding carbon steel, straight argon or Ar/He combinations work well.
Adding helium, on the other hand, is rarely essential, and most people never use Ar/He blends for mild steel.
So, if you only ever weld mild steel, acquire a 100% Ar bottle, and don’t worry about other TIG shielding gases.
Stainless Steel
Because there are so many grades and types of stainless steel (SS), welding it is significantly more complicated than welding mild steel. So, until you know what kind of SS you’re working with, stick to Ar/He mixes or pure argon.
Helium additives should be avoided while welding thin SS since they make heat management difficult.
Helium increases heat input, causing corrosion resistance, warping, burn-through, and surface discoloration in stainless steel.
Welding thick authenticates stainless steel benefits from argon mixed with up to 5% hydrogen. Hydrogen has a comparable effect as helium but has greater penetration. Instead of hydrogen in the argon, welding duplex and super duplex SS requires a nitrogen addition.
To choose an adequate shielding gas, you must first determine what stainless steel alloy you are welding with.
Aluminum
Straight argon or an Ar/He mixture is required to TIG weld aluminum. When welding thick aluminum, adding helium works well because aluminum dissipates heat quickly and requires a very hot arc.
However, keep in mind that you cannot weld aluminum with 100% helium using AC TIG since the cathodic cleaning process is not present. Aluminum oxides are only eliminated if the shielding gas contains argon.
However, 100% helium can be used to DC TIG weld metal. Many people are unaware of this trade secret.
However, beginners should avoid DC TIG welding aluminum.
The arc is more difficult to control, and as previously stated, 100% helium shortens the arc length, making welding more difficult.
Budget
If you need to weld on the go or only require a limited amount of shielding gas, disposable gas tanks are a suitable option. Purchasing a refillable tank, on the other hand, is more cost-effective in the long run.
A full-sized shielding gas bottle can be purchased and refilled at your local gas station. Because gas is much cheaper than bottles, refills will be less expensive after the initial outlay.
The most widely available TIG welding gas, argon, is included in the table below. Other gases will most likely be more expensive, so verify with your local gas supplier.
| Tank Size | Initial Cost (full) | Refill Cost |
| 40CF | $245 – $270 (example) | $45 – $60 |
| 80CF | $285 – $315 (example) | $55 – $75 |
| 125CF | $380 – $420 (example) | $70 – $90 |
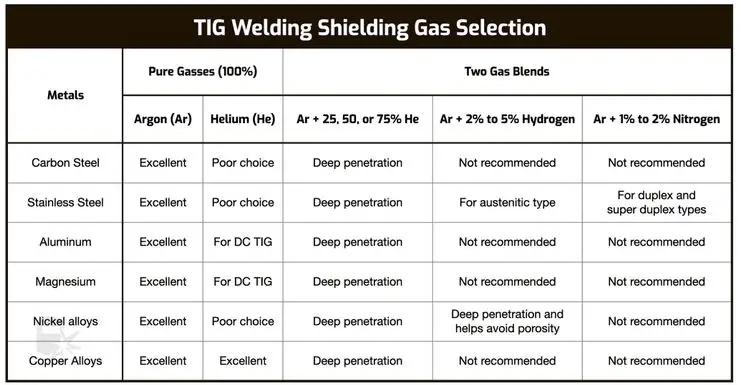
Summary Chart
To give you with a quick reference, we produced the table below to summarize everything we’ve covered.
Depending on the metal, use different shielding gas compositions. If you have any doubts, the best universal remedy is argon.
What Is Tig Welding Used For?
TIG welding is typically used to join thinner metal sheets. Although it can be used to weld any metal, welders prefer it because it is so clean and beautiful with little mess. Its beauty is that it can be used to weld all metals. The TIG weld appears to be of high quality and has excellent penetration. It has a long corrosion resistance.
Advantages
- Because of the reduced production of fumes, sparks, and burns, this process is less dangerous.
- It provides a lot of visibility to the wider community because it emits fewer fumes.
- It aids in the welding of all metals, but stainless steel alloys such as Al, Cu, and Mg can be beautifully welded with it.
- It is in higher demand due to the precise welding of thin metal sheets.
- They have a tremendous ability to prevent corrosion.
- Because both hands are working, it provides better control over the weld.
- It allows for precise and clean welding.
- You can handle it from any position.
Disadvantages
- A simple welder cannot complete this process. Complete and thorough education is required.
- It is a slow process that reduces productivity.
- It cannot be done anywhere.
- A minor error in the TIG welder’s settings can have an impact on the output.
- When shielding gas is used in an open area, it spreads throughout the environment.
- TIG welding is an expensive process.
TIG Welding Gas FAQs
- What is TIG welding gas?
- TIG welding gas, also known as shielding gas or inert gas, is used in Tungsten Inert Gas (TIG) welding processes to protect the weld pool and tungsten electrode from atmospheric contamination. It creates a stable environment around the welding arc, preventing oxidation and ensuring high-quality welds.
- What gases are commonly used in TIG welding?
- The most common gases used in TIG welding are argon and helium, either alone or in combination. Argon is the most widely used shielding gas for TIG welding due to its inert properties and ability to provide adequate protection for most welding applications. Helium is sometimes used as a supplementary gas to increase heat input and penetration in certain welding processes.
- Why is argon used in TIG welding?
- Argon is preferred for TIG welding due to its inert properties, high thermal conductivity, and excellent arc stability. It provides effective shielding for the weld pool, preventing atmospheric contamination and ensuring clean, high-quality welds. Additionally, argon is readily available, cost-effective, and suitable for a wide range of metals and alloys.
- What is the purpose of shielding gas in TIG welding?
- The primary purpose of shielding gas in TIG welding is to create a protective atmosphere around the welding arc, shielding the molten weld pool and tungsten electrode from exposure to atmospheric gases such as oxygen and nitrogen. This prevents oxidation, porosity, and other defects in the weld, resulting in strong, clean welds with minimal spatter.
- Can I use other gases for TIG welding besides argon and helium?
- While argon and helium are the most common gases used in TIG welding, other gases such as nitrogen, hydrogen, and mixtures of argon with CO2 or oxygen can also be used for specific applications. These gases may offer different welding characteristics, such as increased penetration, reduced heat input, or improved arc stability, depending on the requirements of the welding process.
- How do I choose the right TIG welding gas for my application?
- The choice of TIG welding gas depends on factors such as the type of metal being welded, the welding process (AC or DC), desired weld characteristics (penetration, bead appearance), and environmental conditions. Argon is suitable for most TIG welding applications, while helium may be preferred for thick materials or specific alloys requiring increased heat input.
- What are the advantages of using argon for TIG welding?
- Some advantages of using argon for TIG welding include excellent arc stability, minimal spatter, good penetration control, and compatibility with a wide range of metals and alloys. Argon also produces clean, high-quality welds with minimal post-weld cleanup and is cost-effective compared to other shielding gases.
- Can I use pure helium for TIG welding?
- Pure helium can be used for TIG welding, especially for applications requiring increased heat input and penetration, such as welding thick materials or non-ferrous metals like aluminum and copper. However, pure helium may result in a less stable arc and require adjustments to welding parameters compared to argon.
- What is the role of gas flow rate in TIG welding?
- Gas flow rate, measured in cubic feet per hour (CFH) or liters per minute (LPM), determines the volume of shielding gas flowing around the welding arc. Proper gas flow rate is essential for adequate coverage of the weld pool and tungsten electrode, ensuring effective shielding and preventing contamination. The recommended gas flow rate varies depending on welding conditions and equipment settings.
- Are there any safety precautions to consider when using TIG welding gas?
- Yes, when handling TIG welding gas, it is important to follow safety precautions to prevent accidents and ensure safe operation. These precautions may include storing gas cylinders in well-ventilated areas, securing cylinders with chains or straps, using regulators and flowmeters to control gas flow, and wearing appropriate personal protective equipment (PPE) such as gloves and safety glasses.
These FAQs provide valuable information about TIG welding gas, helping users understand its role, selection criteria, and safety considerations in TIG welding processes.
Wrapping It
Most welders typically use 100% Ar as a general shielding gas for TIG welding. However, helium, nitrogen, and hydrogen additives, depending on the welded metal, can be used to adjust the arc properties to provide better penetration or oxide elimination.
However, never utilize oxygen or carbon dioxide in your gas combination. TIG welds will be awful, weak, and porous. While such gases are added to argon, they are typically employed only in specific, controlled welding circumstances and in minute quantities.